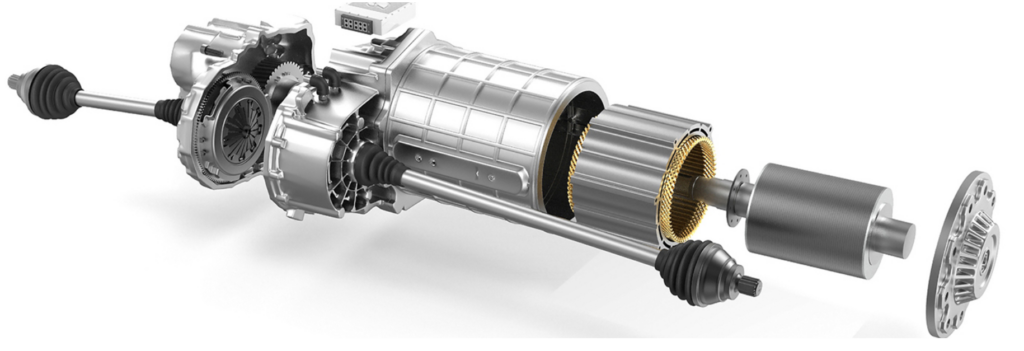
E-mobility: Enheter
Biltillverkare och leverantörer står inför nya utmaningar när det gäller detaljer till elmotorer. Ett exempel på detta är elmotorhus, som jämfört med växelmotorer, måste tillverkas med betydligt snävare toleranser då exaktheten har avgörande betydelse för motorns effektivitet.
Tack vare den speciella strukturen med integrerade kylkanaler, är elmotorernas gods vanligtvis klart tunnare än växelmotorernas motsvarighet.
Därtill är lagerbussningar av stålmaterial inbyggda i några av dessa hus.
Speciella skyddshöljen i verktyget garanterar att stålspån inte kommer i kontakt med aluminiumytorna under processen och skadar dem.
MAPAL har lösningar för

- Mycket produktiva verktyg för storskalig produktion
Mapal projektplanerar och implementerar verktygen för att säkerställa en säker process för storskalig produktion. Ett snabbt, flexibelt och transparent genomförande som gör att kunden i stället kan koncentrera sig på sin kärnverksamhet.
– Viktoptimerade verktyg för serietillverkning med HSK 63
Att fortsätta använda befintliga maskiner sparar både tid och pengar. HSK 63 kan med fördel användas för att få ner verktygsvikterna. Mapal har kompetensen som krävs för att stötta kunden i en processäker serietillverkning – individuellt anpassade efter kundens behov.
– Flexibla och kostnadseffektiva verktygslösningar för småskalig produktion
Flexibla verktygslösningar möjliggör flexibel bearbetning, vilket är extra viktigt i småskalig produktion som måste anpassa sig efter nya krav och riktlinjer. Mapal erbjuder enkla, flexibla och kostnadseffektiva verktygslösningar som tar hänsyn till allt detta.
Standardprocedur för bearbetning av elmotorhus
Såväl bearbetningsprocessen som verktygen är individuellt designade beroende på toleranser, mätning, maskinpark och fixturer. På det här sättet kan skärkrafterna på detaljerna hållas så låga som möjligt. Förutom kraven på detaljerna är det i de flesta fall bearbetningsmaskinens prestanda som är avgörande för designen av verktygen.
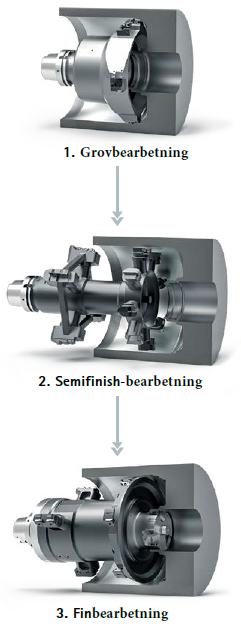
Bearbetningen av statorhålet kan delas in i tre steg:
Ett ISO-verktyg är förstavalet vid grovbearbetning. Det här konceptet möjliggör höga skär- och matningshastigheter för snabb och ekonomisk bearbetning.
Vid semifinish-bearbetning är den komplexa konturen av elmotorhuset grovbearbetad på ett sätt som gör att den kompletta konturen med faser och radiella övergångar kan procuceras i önskad kvalitet under finbearbetningen.
I det sista steget är statorn bearbetad med en precision på några få μm med ett finborrverktyg som har ställbara hårdmetallskär och stödlister.
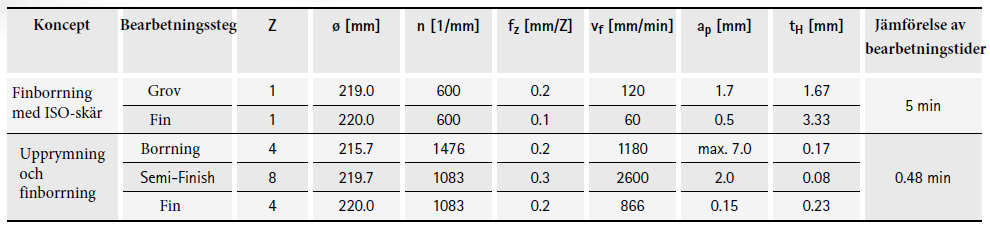
I motsats till finborrning med ISO-skär kan betydligt kortare bearbetningstider åstadkommas med detta tillvägagångssätt (se tabellen nedan).
- Grovbearbetning
- Semifinish-bearbetning
- Finbearbetning
Hittar du inte vad du söker?


