Felsökning stödlistverktyg och brotschar
Orundhet – slumpmässig
Orsak Lösning Stödlistverktyg Flerskärsbrotsch Skäret inställt för högt över stödlist. – Kontrollera inställning / justera – För låg matning/tand (fz) / Justera skärdata (se katalog för rekommendation) Axiella avståndet mellan skär och stödlist för stort Kontrollera axiella avståndet mellan skär och stödlist och att rätt skärfas används
Orundhet – systematisk
Orsak Lösning Stödlistverktyg | Flerskärsbrotsch Fastspänning av detalj Kontrollera faststpänning / klämkraften Minska skärkraften (ökad släppning, minska antalet skär, öka vinkeln på skärfasen, sänk matningen)
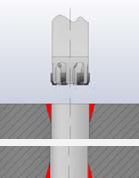
Hålet för stort
Orsak Lösning Stödlistverktyg Flerskärsbrotsch Radiella kastet är för stort Kontrollera det radiella kastet. Dålig positionering Kontrollera positioneringen av hålet Löseggsbildning Öka skärhastigheten, kontrollera skärvätskan / kontrollera Vibrationer Justera skärdata / arbetsmån (se katalog för rekommendation) Skäret inställt för högt över stödlist – Kontrollera inställning / justera – Felaktig verktygsdiameter Kontrollera diametern
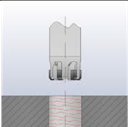
Hålet för litet
Orsak Lösning Stödlistverktyg Flerskärsbrotsch Skäregg / skäreggarna slitna Justera/Byt ut / slipa om Kontrollera skärdjup ap (grovbearbetning) Justera arbetsmån (se katalog för rekommendationer) Tunnväggig detalj (elastisk deformation) alternativt att materialet krymper Minska skärkraften (ökad släppning, färre tänder, öka vinkeln på skärfasen, minska matningen) Skäret inställt för lågt i förhållande till stödlist – Kontrollera inställning / justera
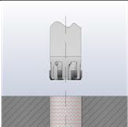
Konformad ingång alt. utgång
Orsak Lösning Stödlistverktyg Flerskärsbrotsch Radiella kastet är för stort Kontrollera det radiella kastet / Använd kastinställningsadapter Positioneringsproblem Kontrollera positionen i grovbearbetning – För lång bearbetningssträcka vid genomgående hål Låt brotschen gå igenom hålet + 1mm med full diameter Axiella avståndet mellan skär och stödlist för stort – Kontrollera axiella avståndet mellan skär och stödlist och att rätt skärfas används Skärvätsketryck för högt – Minska skärvätsketrycket
Hålet har dålig ytjämnhet – oregelbundet
Orsak Lösning Stödlistverktyg Flerskärsbrotsch Lösegg / urflisningar Kontrollera, om möjligt byt verktyg/skäregg, se rekommendationer för skärdata i katalogen För litet skärdjup Kontrollera grovbearbetning och skärdjup Otillräcklig kylning/smörjning Kontrollera kylning/MQL. Kontrollera om kylningen och smörjmedlet är lämpliga för bearbetningen. Avbruten spånevakuering Öka skärvätsketrycket / justera skärgeometrin Slitage och nötning Byt skäregg / verktyg Obalans Är det kompletta verktyget tillräckligt balanserat
Felaktig cylinderform
Orsak Lösning Stödlistverktyg Flerskärsbrotsch Felaktig grovbearbetning Konsultera tekniker / produktspecialist Olämplig fasform / verktyg Konsultera tekniker / produktspecialist Bearbetningsmetod fungerar inte Konsultera tekniker / produktspecialist
Hela skäreggen havererar
Orsak Lösning Stödlistverktyg Flerskärsbrotch Spånklämning Öka skärvätsketrycket / kontrollera skärgeometri För liten/stor släppning Kontrollera / justera För stort skärdjup (ap) Kontrollera / justera Slitage och nötning Byt skäregg / verktyg Vibrationer Hitta orsak och avbryt Fel skärdata Justera skärdata (se katalog för rekommendationer) Axiella avståndet mellan skär och stödlist för stort Minska avståndet om möjligt
Hittar du inte vad du söker?
Kundservice är öppen mån-tors: 08–16:30 och fre: 08–16 (lunchstängt 12–13)