Förstahandsvalet sänker kostnaderna
CNC-tekniker och verktygsingenjörer möter ett enormt urval av svarvskär, med hänsyn till sorter och spånbrytare på marknaden.
Mitsubishi Materials har utvecklat och designat en ny sort, MC6125, som är mångsidig och kan prestera på högsta nivå i en rad olika applikationer. Detta gör förstahandsvalet enkelt vid val av skär för svarvning i stål och sänker lagernivåerna för skär. Denna nya CVD-belagda sort för bearbetning av ett brett spektrum av stål ger både utmärkt skäreggsstabilitet och lång verktygslivslängd. MC6125 har i kombination av en tuff kärna och ny flerskiktsbeläggning Al2O3 fått förbättrad slitstyrka vid höga temperaturer. Den är också högre skydd mot fasförslitning och förbättrad skärstabilitet tack vare nya TOUGH-GRIP-tekniken. Detta säkerställer den ultimata vidhäftningen mellan Al2O3 och TICN-beläggningen.
Super Nano-teknik
Den enastående kristallstrukturen hos Al2O3 -beläggningen uppnåddes genom att optimera den traditionella Nano-tekniken. Dessa tekniska förbättringar ökar både slitstyrka och verktygets livslängd.
Förhindrar slitage och sprickbildning
Sprickor orsakade av slag under instabil bearbetning förhindras genom att den inre
spänningen i varje beläggning minskar. MC6125-kvalitet minskar den inre
spänningen med 80% jämfört med konventionella CVD-beläggningar. När sprickor genereras i ytan på beläggningarna under bearbetning, sprider de sig genom beläggningen in i substratet på grund av den stora spänningen i beläggningsstrukturen. Detta är en av de främsta orsakerna till plötsligt skärbrott.
Tack vare den speciella ytbehandlingen som fördelar den kraft som appliceras under bearbetningen har MC6125 en mycket lägre inre spänning än konventionella CVD-beläggningar, vilket skyddar skären från plötslig sprickbildning.
Ett spektrum av möjligheter
Kombinationen av det tuffa hårdmetallsubstratet och den slitstarka beläggningen möjliggör hög prestanda under både kontinuerlig och intermittent bearbetning med hög skärhastighet. Många applikationer för svarvning av stål med skärhastigheter på upp till 480 m/min (Vc) kan därför genomföras framgångsrikt.
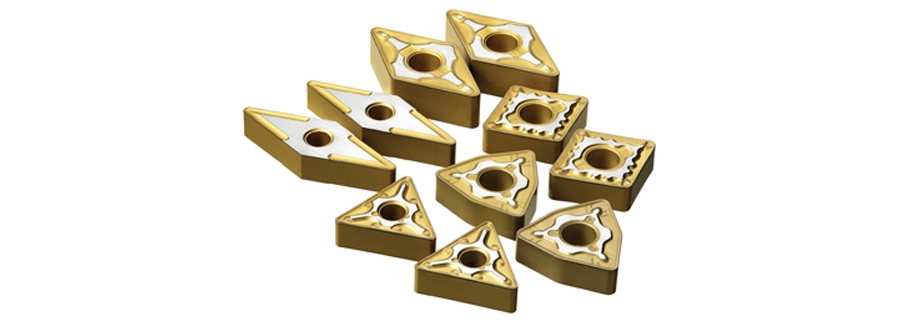
Vändskären har en guldfärgad beläggning för enkel identifiering av använda skärkanterna och finns i sex negativa geometrier, CNMG, DNMG, SNMG, TNMG, VNMG och WNMG, med 11 olika spånbrytare.
Hittar du inte vad du söker?


