I fokus: Hydraulmotor med axiella kolvar
Kostnadseffektiv och exakt bearbetning med smarta processlösningar från MAPAL
MAPAL har noggrant undersökt de kritiska komponenterna i serietillverkningen inom hydraulikindustrin. Ett exempel är hydraulmotorn där bearbetningen av flera detaljer skapar utmaningar. MAPALs experter har utvecklat lösningar som minskar bearbetningstiden med 19 %.
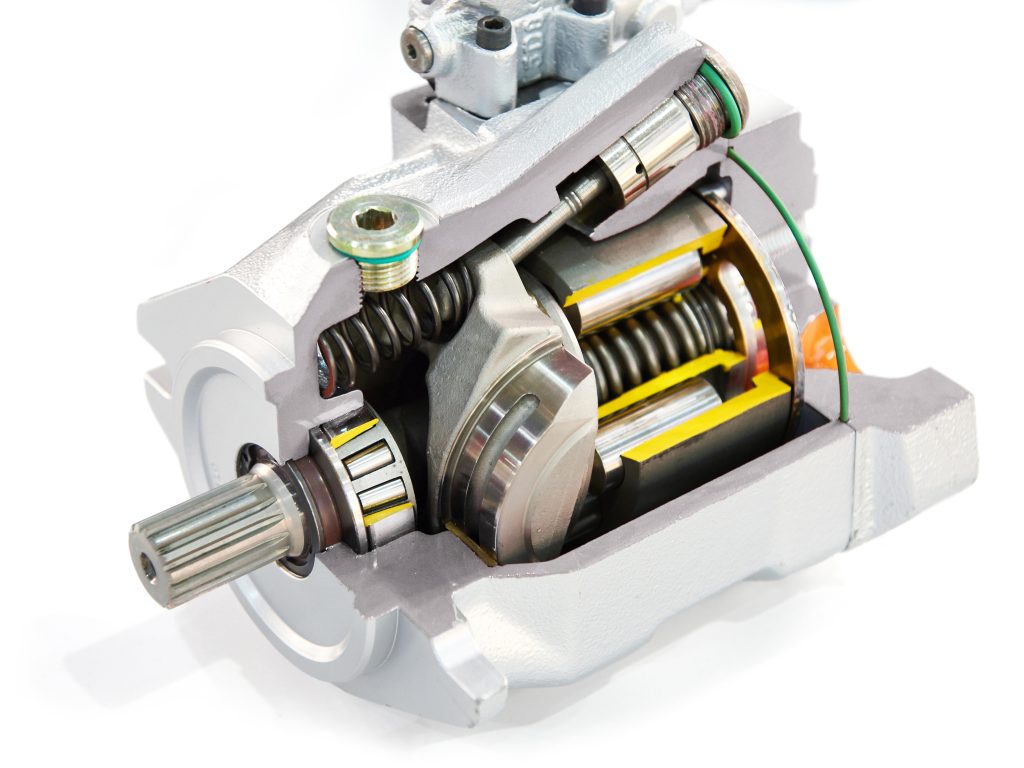
Axialpumpar och axialmotorer benämns som hydraulmotorer med axiella kolvar och tillverkas i mellanstora till stora serier. De är tekniskt lika men utför olika uppgifter i stängda och öppna hydraulsystem. Båda konverterar hydraulisk och mekanisk energi. Hydraulmotorer används i t.ex. skördetröskor, traktorer, tunga lastbilar, dumpers och grävmaskiner.
Det ställs höga krav på noggrannhet för att tillverka dessa detaljer. MAPAL kan kombinera stora volymer med precision och har alla viktiga verktyg – och nu har de utvecklat en modellprocess för flera kunder.
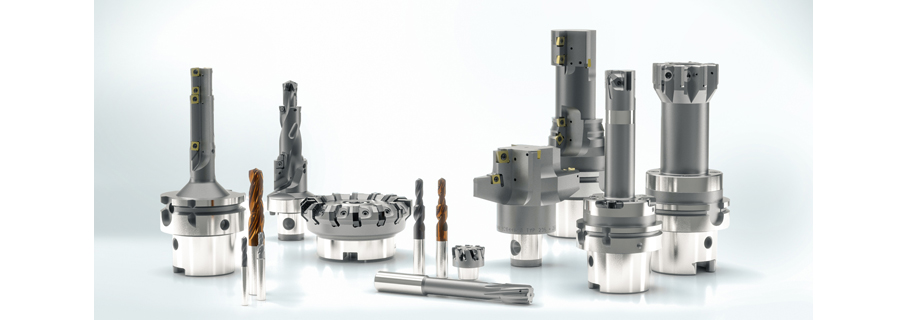
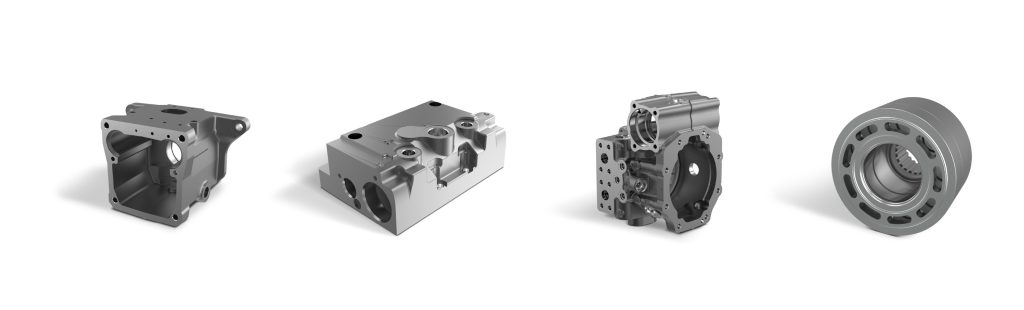
Hydraulmotorn består av ett komponenthus, en reglerenhet, ett anslutningshus och ett cylinderblock. Huset är av segjärn och förses med skydd under bearbetningen, där också försänkningen väsentlig. Här rekommenderar MAPAL ett paket av special- och standardverktyg bestående av ett modulärt uppborrningsverktyg med TTD-borrhuvudet och vändskär samt fräsar från NeoMill-programmet för bearbetning i alla plan.
För anslutningshuset rekommenderas ett hårdmetallborr från MEGA-Step-Drill i standardprogrammet samt FixReam-brotschar och HPR-brotschhuvuden för finbearbetning av hål.
Anslutninghuset tillverkas i segjärn och är hydraulmotorns anslutningsplatta och tryck- och sugkopplingen för övriga enheter. Intermittent bearbetning och tunnväggiga komponenter skapar utmaningar.
“Vi bearbetar lagerlägena och rotorhålen med stegverktyg designade med vändskär för att säkerställa högkvalitativa hål”, säger Tobias Stolz, Component Manager för generell bearbetning hos MAPAL.
Cylinderblocket är hjärtat i axialpumpmotorn och tillverkas i stål eller segjärn. Genom kolvarnas och oljans rörelse utgör denna komponent motorns huvudfunktion. Viktigt är att kolvhålen tillverkas med inpressade cylinderfoder och njurformade tryck- och sugkanaler.
En kund till MAPAL hade problem med höga kostnader vid tillverkning av cylinderblock. Utmaningen var att säkerställa ytorna som måste vara mellan Rz=27 och Rz=37 µm samt kvaliteten på cylinderfodren och toleransen på rundhet, rakhet och parallellitet på 3µm.
Bearbetningen av tryck- och sugkanalerna gjordes med OptiMill-Uni-Pocket hårdmetall pinnfräs för att underlätta planingen vid borrningen. Stegborren med Tritan-geometri användes vid förbearbetning av cylinderhålen och borrning i gjutet ämne utan att botten behövde gradas. Finborrverktyget gav optimal kvalitet innan mässingsbussningarna skulle pressas i. Lösningen reducerade bearbetningstiden med 19 %.
“MAPAL offererar smarta lösningar för alla relevanta delar i hydraulikindustrin” sammanfattar Stolz.
Tillsammans med vår leverantör MAPAL kan vi hjälpa dig att ta fram smarta lösningar för hydraulikindustrin!
Kontakta oss för mer information!
Hittar du inte vad du söker?


