Pålitlig, kostnadseffektiv serieproduktion
Turboaggregat har varit ¨state-of-the-art¨ i dieselfordon under en tid, och nästan alla biltillverkare erbjuder en turboladdad bensinmotor. Varför? Turboaggregatet ger jämförbar prestanda med en mindre motorkapacitet vilket gör det möjligt att få ut samma kraft ur en förminskad motor. Turboladdare hjälper också till att uppnå lägre bränsleförbrukning och är därför grundläggande för att uppfylla strikta utsläppsgränser. Mapal erbjuder en komplett bearbetningslösningen för tillverkning av dessa detaljer, inklusive verktyg.
Utmaning för bearbetningsverktygen
De flesta turboaggregat är avgasladdade aggregat. Dessa ser olika ut hos nästan alla biltillverkare och har en speciell utformning. Gemensamt för alla är att det är mycket höga temperaturer när de används i fordon med bensinmotorer. Av denna anledning tillverkas turbinhuset, den så kallade ”heta sidan” av mycket slitstarka och värmebeständiga material. Dessa material ger en speciell utmaning för varje bearbetningsverktyg.
Mapal har tittat på dessa utmaningar och utvecklat nya skärsorter och verktyg. De erbjuder en komplett processen för bearbetning av turboaggregat, inklusive alla verktyg, till exempel borrar, fräsar, brotschar och recessingverktyg – anpassade till turboaggregatens utformning. Företaget hjälper också sina kunder att kontinuerlig vidareutveckla dessa processer, för att minska cykeltiderna och öka livslängden på verktygen.
Här är kombinationsverktyg som utför flera bearbetningsoperationer i ett bearbetningssteg en del av portföljen av verktyg som förbättrar processerna.
En stor del av bearbetningen av turboaggregat kan köras med ISO-verktyg med vändskär. Inklusive många bearbetningsoperationer på den svåra heta sidan. Mapal har utvecklat en skärsort som är speciellt anpassat till bearbetning av värmebeständigt gjutstål som ger långa verktygslivslängder och därför hög kostnadseffektivitet, trots det slitande materialet.
1. Komplext upprymmningsverktyg med ISO-skär
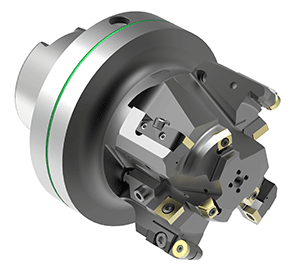
Det är nödvändigt att bearbeta V-bandet på alla turboaggregat. Tillsammans med material egenskaperna, är denna intermittenta bearbetning ofta en utmaning vid grovbearbetningen. Mapal gör detta med ett komplext ISO-verktyg med vändskär som grovbearbetar V-bandet och samtidigt grovbearbetar den invändiga konturen av turbinhålet. Därför gör verktyget både en invändig och utvändig bearbetning samtidigt. Flertalet steg bearbetas. Verktyget jobbar moturs för att få spåntransporten gå ifrån detaljen för att undvika skador på den inre konturen av turbinhålet.
Bearbetningsexempel:
Material: GX40CrNiSi25-12| Kylning: MQL | Diameter: 49; 70.5; 73; 90 mm; fas 10° | Skärhastighet: 70 m/min | Matning: 0.4 mm | Livslängd: 75 detaljer
2. Svarvning i en flerop. med hjälp av ett TOOLTRONIC-huvud
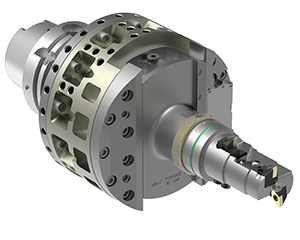
En speciellt svår utmaning vid bearbetning av turbinhuset för avgasdrivna turboaggregat är huvudhålet för turbinen. Bearbetningen innefattar snäva toleranser i relation till formen, läge och ytfinhet. Hålet är klockformat för att generera bästa möjliga flödesegenskaper. Mapal gör denna bearbetning med hjälpa av ett TOOLTRONIC-huvud med LAT (linjärt recessingverktyg). TOOLTRONIC, recessinghuvud, är fullt integrerat med maskinens NC-system. Det utbytbara verktyget är gjort med 3 skär, ett för grovbearbetning och två för finbearbetning.
Bearbetningsexempel:
Material: GX40CrNiSi25-12| Kylning: MQL | Diameter: 40.5-57.295 mm | Skärhastighet: 140 m/min (grov), 120 m/min (fin) | Matning: 0.15-0.4 mm | Livslängd: 50 detaljer
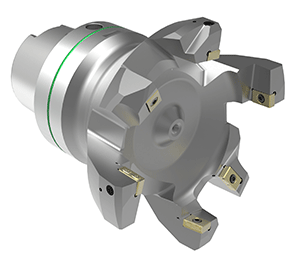
3. Ny planfräs för grovfräsning

Mapal lanserade nyligen ett fräsprogram med sintrade ISO-skär. Planfräsen för grovfräsning av plan på huset för turboaggregatet kommer från det nya fräsprogrammet. Vändskären med 16 eggar är det som utmärker denna fräs. Användningen av detta verktyg är mycket ekonomiskt.
Bearbetningsexempel:
Material: GX40CrNiSi25-12| Kylning: Torr bearbetning | Diameter: 125 mm, 14 skär | Skärhastighet: 80 m/min | Matning: 0.12 mm | Livslängd: 125 detaljer
4. Verktyg för bearbetning av diameter med tangential teknologi
Det nya verktyget ifrån Mapal för grovbearbetning av katalysatorflänsen är särskilt kostnadseffektiv. Tangential teknik används för denna bearbetning av diameter. Tack vare dom stående och horisontella LTHU skären kan man effektivt använda 8 skäreggar på varje skär.
Bearbetningsexempel:
Material: GX40CrNiSi25-12| Kylning: MQL | Diameter: 119 mm | Skärhastighet: 80 m/min | Matning: 0.3 mm | Livslängd: 100 detaljer
De fyra ovan nämnda verktyg demonstrerar, å ena sidan dom olika bearbetningarna på ett turboaggregat, å andra sidan symboliserar dom olika varianter av verktyg och know-how som är tillgängligt hos Mapal. Från standard planfräsar till recessingverktyg, komplexa upprymmningsverktyg, programmet inkluderar alla nödvändiga verktyg för bearbetning av turboaggregat, inklusive hållarsystem. Mapal designar en komplett bearbetnings-process som är den mest säkra och kostnadseffektiva strategin för kunden. Det är alltid noga med noggrannhet ner till µm så att turboaggregaten har högsta möjliga effektivitet när de används.

Hittar du inte vad du söker?


