Nyhetsarkiv
Kategorier

Post date: 13 januari 2025
Sedan många år tillbaka har aluminium blivit allt vanligare i industrin. Lättviktskonstruktioner och motsvarande material alltid har varit en viktig aspekt i flygindustrin men nu har användningen av aluminium för att minska vikten inom bilindustrin stadigt ökat i takt med elektrifieringen. MAPAL är en ledande teknikpartner för bearbetning av aluminiumkomponenter tack vare sin mångåriga erfarenhet […]

Post date: 19 november 2024
Fler nyheter ✔ Nya svarstålshållare ✔ Spår & avstick ✔ Ny brotsch

Post date: 7 oktober 2024
Intresset var stort för årets AMB-mässa i Stuttgart med mängder av besökare från hela världen och imponerande innovationer från ledande verktygstillverkare. Colly Verkstadsteknik var på plats med full styrka för att ta pulsen på industrin, utbilda sig i ny teknik och förstärka relationerna med partners. MAPAL Colly Verkstadstekniks äldsta partner Mapal ställde upp med en […]

Post date: 6 oktober 2024
Nya innovationer, produktutökningar och lösningar för verkstadsindustrin inom fokusområdena fordon, elektrifiering, flygplanstillverkning och formverktyg. Innovations 2025 befäster Mapals innovativa kraft. Innovations 2025 – ett urval av nyheter Ny lösning för snabbare verktygsbyten En ny patentsökt, bajonettkoppling för utbytbara fräshuvuden. Funktionen är enkel: Det utbytbara fräshuvudet sätts in, roteras 90 grader och låses. Syftet är att […]

Post date: 5 september 2024
Empower Your Aluminium Machining Så lyder mottot när Mapal ställer upp med en 390 kvadratmeter stor monter, i hall 1, plats C11 på AMB-mässan i Stuttgart. Temat för året är aluminiumbearbetning, framtidsorienterade verktygslösningar inom företagets fokusområden och Mapal Innovations 2025. Vi på Colly Verkstadsteknik kommer att vara under mässan och ser fram emot att träffa […]
Post date: 19 juni 2024
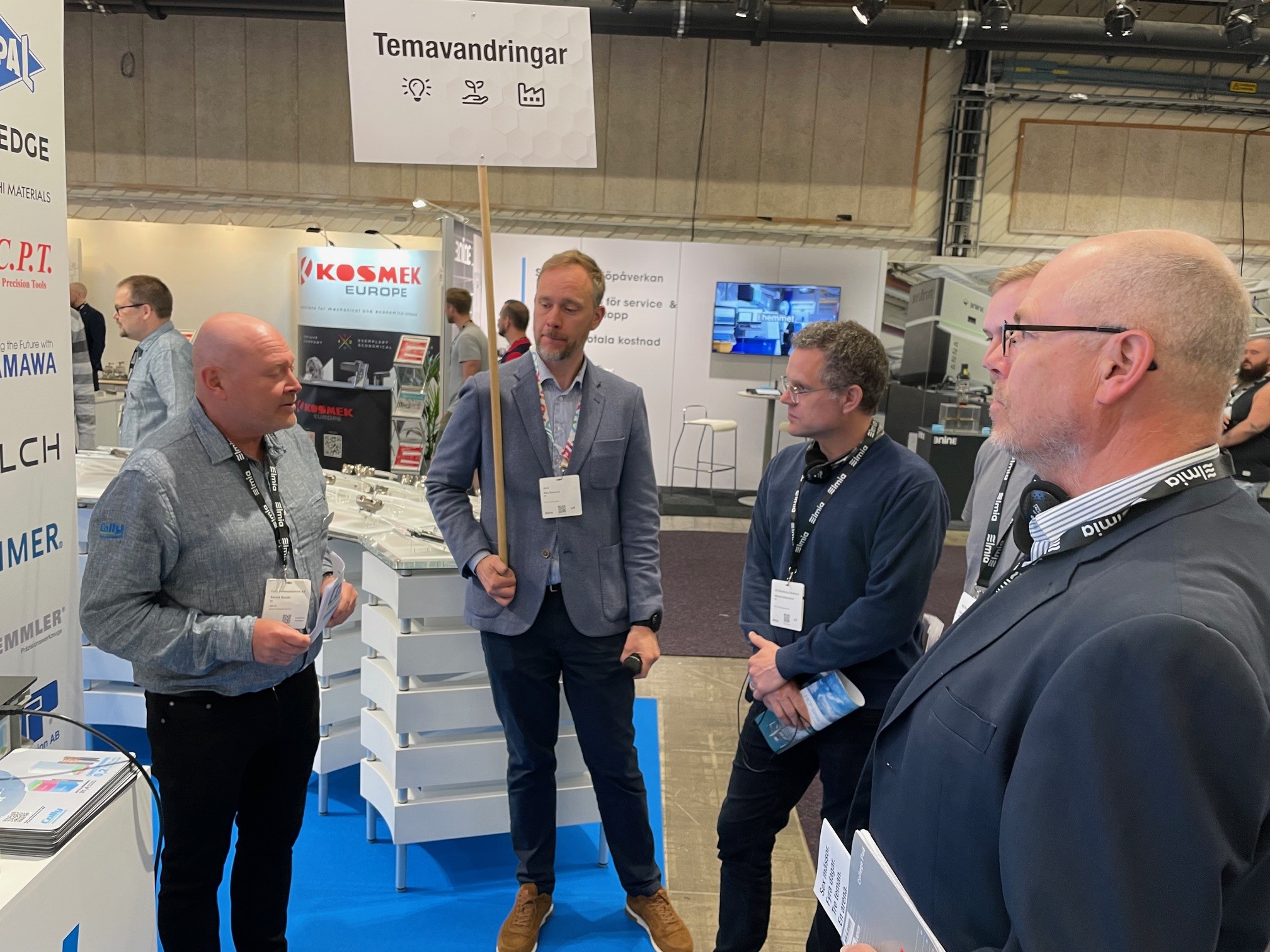
På Elmia Verktygsmaskiner visade Colly Verkstadsteknik upp nyheter från sina ledande leverantörer Mapal och Mitsubishi Materials samt nischleverantörer inom gängning, profilsvarvning med mera. Några av höjdpunkterna var Mapals senaste innovationer såsom Mega-Deep-Drill-borren, FixReam 700 – även kallad ”brotschen med nio liv” samt Mitsubishis VQ-pinnfräs och succéhörnfräsen WWX200. Ett stort fokus låg på det ambitiösa hållbarhetsarbete […]

Post date: 17 juni 2024
MAPAL samlar sin globala erfarenhet och kompetens inom flygplansmontering i den nygrundade avdelningen “Global Organisation for Assembly (GOA)”. Avdelningen tar fasta på den stora betydelsen och de speciella kraven för slutmontering inom flygindustrin. GOA är baserat i Frankrike och har ett team av kvalificerad personal med produktion- och testkapacitet. I Vigneux-de-Bretagne i utkanten av Nantes, […]
Post date: 2 maj 2024
Kostnadseffektiv och exakt bearbetning med smarta processlösningar från MAPAL MAPAL har noggrant undersökt de kritiska komponenterna i serietillverkningen inom hydraulikindustrin. Ett exempel är hydraulmotorn där bearbetningen av flera detaljer skapar utmaningar. MAPALs experter har utvecklat lösningar som minskar bearbetningstiden med 19 %. Axialpumpar och axialmotorer benämns som hydraulmotorer med axiella kolvar och tillverkas i mellanstora […]

Post date: 27 mars 2024
Snart dags för Elmia Verktygsmaskiner 2024 och vi kommer finnas på plats för att visa upp våra spännande nyheter! Du hittar oss i monter B08:16. Det blir bland annat en temavandring med fokus hållbar industri. Följ med oss på en rundvandring som belyser hållbarhetsområden som minskad klimatpåverkan, cirkulär ekonomi och hållbar resursanvändning. Vi kommer också […]

Post date: 2 februari 2024
MAPAL har lanserat en ny serie av flerskärsbrotschar med cylindriskt skaft och lödda skäreggar. Inom intervallet för solida hårdmetallbrotschar, tillför detta nya brotschprogram en särskilt hållbar variant till den befintliga produktserien. Vad är det som är speciellt med FixReam 700-brotschar? Det är deras frekventa användbarhet som uppnås genom att man kan byta ut skäreggarna och […]

